







![]()
Commercial vehicle springs “Made in Staßfurt” – why is that a good choice? What can we do for you, for your spring or for your vehicle? Is it necessary to buy a new spring if only one leafe is broken or the spring has lost their original hight? Is a maintenance possible? Answers to this and much more you´ll find on this website.
Get in contact with us.
![]()
We are your development partner for new construction projects. Development and design of new spring charactereistics according to your requirements. Construction of necessary tools. Production of prototypes or serial production. You can get all of this from us.
You´re planning to replace the springs in your wagon fleet according your drawings. No matter whether it´s trapezoidal or parabolic springs – we can give support for both. Send your inquiry and test our price-performance ratio.
![]()
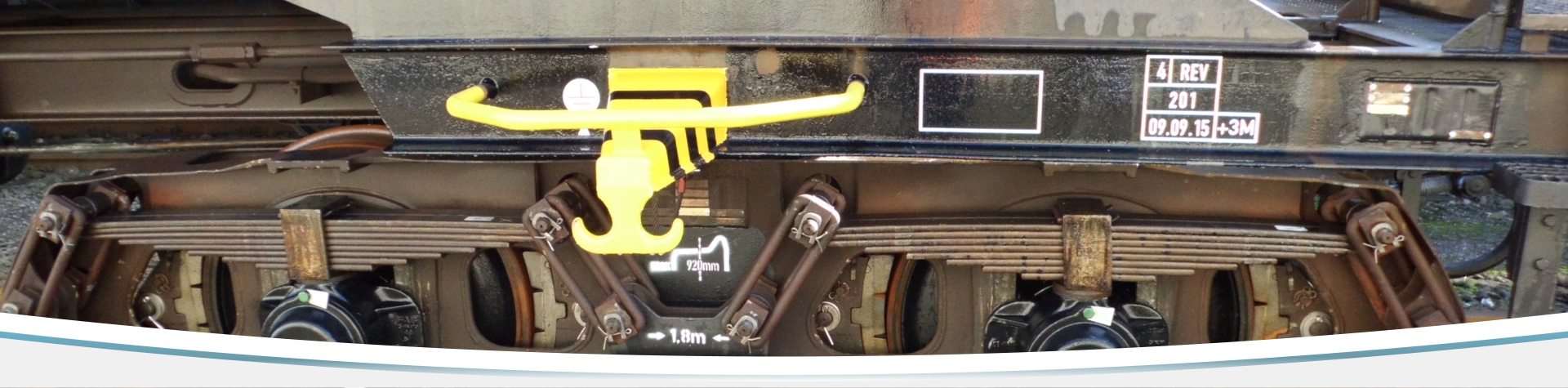
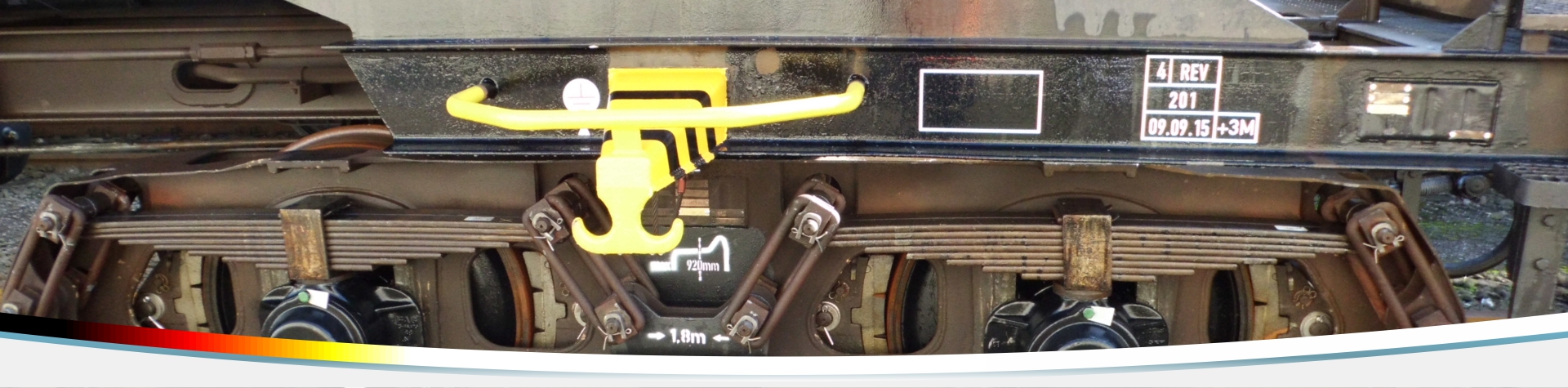
Regular inspections and maintenance are essential in the railway sector to reach the planned life time of the waggon. No matter whether unscheduled repairs or planned revisions of your entire wagon fleet. We are at your side as your partner. We like to advise you and plan the necessary revision cycles for your springs in accordance with your requirements. Contact us.
![]()
Whether leaf springs for HW80, cultivator tines Goliath, leaf spring tines, packer springs, half rings or many more. We produce a wide range of agricultural wear parts and leaf springs for agricultural machinery according to drawings or samples – single parts or large series for vehicle manufacturers. Send us your inquiry.
![]()
Leaf springs, parabolic springs or technical springs for after sales or commercial vehicle manufacturer. Repairing, single pieces up to large series – we can realize all this.
We are OEM for vehicle manufacturer but supplier for dealer or the end customer too. Get in conatct with us and send your requirements. We´re looking forward to support you.